조선소 개별 공정에서 스마트 공장을 추진한다면 선행 도장 공정이 첫손에 꼽힌다. 작업장 외형부터 공장 형태라 설비를 많이 쓰고 에너지 소모도 많다. 변동성이 큰 조선업으로 전 공정의 모든 지연을 안고 일정을 만회해 탑재 단계로 넘어가야 하는 중요한 역할을 한다. 병목구간에 해당하므로 효과성을 높이면 전체 선박 건조 VALUECHAIN 효율이 크게 개선된다.
도장공장 운영은 블록생산 계획과 맞물려 있어야 하기 때문에 자동화나 자율운영을 검토하기에는 범위가 너무 크다. 우선 도장공장 설비를 자주 운영함으로써 추진하는 것이 바람직하다. 도장공장의 주요 설비로는 히터, 제습기, 집진기, 도어, 조명 등이 있다. ‘다양한 장비를 어떻게 자율 운영 수준으로 끌어올릴 것인가’라는 질문에 자율주행자동차의 계획 및 제어 아키텍처는 많은 영감을 준다.
다음은 자율주행자동차의 계획 및 제어모듈에 대한 아키텍처이다. 좁은 의미에서는 동작 결정/모션 계획/피드백 제어이며, 넓게 보면 트래픽 예측, 경로 계획을 포함한다.(출처 : 자율주행카 만들기, 리오 샤오샨 외, 에이콘출판)
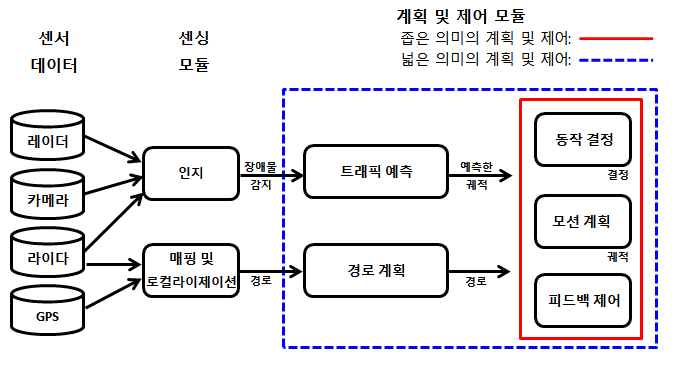
1)의 그림 개념 설명 a. 트래픽 배 측: 현재 감지된 개체의 근미래 동작 예측 역할 담당 – 예측 결과와 시간, 공간 궤적의 지점에 대한 상세 정보를 만들어 다운스트림 모듈에 전달 b. 경로 계획(Routing): 지점 A에서 지점 B로 가는 경로를 찾는 역할 c. 동작 결정: 자동차를 조작하는 명령 생성.예)현재차선에서전방자동차를쫓는다,신호등앞에정지선에멈추어서보행자가지날때까지기다린다등.- 트래픽 예측 모듈과 경로 계획 모듈로부터 받은 값을 모두 입력 값으로 사용d. 모션 계획: 계획한 경로나 궤적을 따라 A 지점에서 B 지점으로 이동하는 방법을 찾는 역할 – 로컬 루트 탐색하는 최적화 문제 (동작의 결정 모듈의 출력 값을 제약 조건과 경로 계획 모듈의 출력 값을 목표로 받기 위해 경로 계획 모듈의 출력 값을 모두 입력 값으로 사용d. 피드백 제어 : 궤적 지점 정보를 가지고 와서 브레이크/스티어링 휠
2)계획 및 제어 모듈의 실현 방안 및 인공 지능 알고리즘 a. 트래픽 예측 분류를 이용한 시퀀스 예측 회귀 모델을 이용한 궤적 생성 b. 경로 계획 데이 크스트라 알고리즘-그래프로 이론에서 대표적인 최단 경로 알고리즘 A*알고리즘-휴리스틱 기반 탐색 알고리즘-일종의 가치 기준 또는 최적 우선 탐색 알고리즘 c. 동작의 결정, 종래는 규칙 기반 접근 최근 자동차의 동작을 베이스 모델로 표현하는 방법이 인기를 얻-마르코프 결정 과정, 부분 관측 마르코프 결정 과정 d. 장치 계획 최적화, 최소한의 비용을 가진 최적 경로를 계산하기 때문에 동적 프로그래밍 알고리즘의 사용 e. 제어 궤한 PID기반 피드백 제어 f. 일반 모션 계획 및 제어 문제를 해결하기 때문에 최적화 기반 접근이 여전히 토시많이 사용되는 학습의 기반 접근방식은 현재 한계는 있지만 사용이 늘어나는 것이어서 강화학습 주목된다.
3)도장공장 설비의 자주운영과 자율주행 자동차의 (좁은 의미) 계획 및 제어 모듈 비교 선행도장 공정의 부하예측 ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………..
자율운영 추진을 위해서는 복잡한 문제들을 몇 개의 작은 문제로 나누는 것이 좋다. 자동차 분야에서는 모듈화와 병렬화를 통해 자율주행 소프트웨어 개발의 복잡성을 줄이고 효율성을 높이겠다는 것이다. 도장공장 설비의 자주 운영을 위해 모듈로 나누어 자동제어 모듈과 함께 즉시 실현 가능한 것은 추진하고, 계획 영역은 데이터를 축적해 나가는, 준비해 나간다.
우선 장비 자체 운영을 위한 시스템 아키텍처를 어떻게 만들 것인지에 대한 관련 조직 간 논의와 합의가 필요하다.